



高压胶管是橡胶软管中的高端产品,由于材料、设备的要求比较高,结构、工艺复杂,其产品附加价值远远高于中、低压胶管,成为胶管生产企业产品竞争的焦点。该类产品应用范围广泛,涉及工程机械、采矿、冶金、石油、化工、航空、航海等领域。目前国内外高压胶管的发展几乎朝高强度(高压力)、大口径、大长度的方向发展,且用户在耐高温、耐低温、耐曲挠疲劳、耐特殊介质和增大流量等方面提出了更高的要求,促进和推动了高压胶管产品的技术进步。本文对高压胶管使用的材料、设备、工艺、结构、标准等方面技术进展做了介绍。
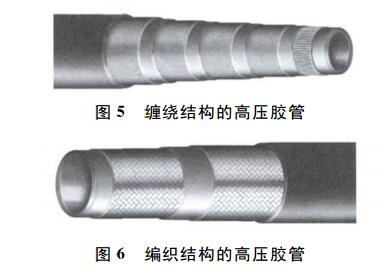
高压胶管使用的材料分为非金属材料和金属材料,在高压胶管生产过程中经常使用的非金属材料有丁腈橡胶、丁苯橡胶、氯丁橡胶等,随着技术的进步和橡胶行业的发展,三元乙丙橡胶、氯磺化聚乙烯、氯醚橡胶、氢化丁腈橡胶等逐步应用于高压胶管产品上,用于制造高性能、高附加价值的高压胶管产品。非金属增强材料有尼龙、聚酯纤维,随着纺织行业的发展,芳纶纤维等高性能材料逐渐应用于高压胶管中。金属材料有截面为圆形的镀铜钢丝、镀锌钢丝作骨架层材料,随着计算机仿真、试验等技术的进步,扁钢丝(截面为椭圆形的镀铜钢丝)将会应用于高压胶管中。高压胶管使用的新材料:(1)三元乙丙橡胶[1]:具有优异的耐热性、耐蒸气性、耐天候老化、化学腐蚀及优良的电绝缘性能,特别是对二醇醚制动液及植物油的抗耐性较好。适用于制造耐热、耐蒸气及耐强腐蚀介质的高压胶管。(2)氯磺化聚乙烯橡胶:具有优异的抗臭氧及天候老化性能,耐化学腐蚀性好,优良的耐燃、耐油类及抗撕裂性能,适于制造耐强 腐 蚀 介 质、耐 燃、耐臭氧老化要求的高压 胶管,特别适用于制造在恶劣大气环境下使用的胶管外层胶料。(3)氯醚橡胶:具有优异的耐天候老化性,耐油、溶剂性能好,良好的耐燃和低透气性能,适于制造耐油类、耐臭氧、耐天候老化和低透气性高压胶管。(4)氢化丁腈橡胶:具有优异的耐油性、耐腐蚀、耐高低温、耐氧化、耐动态疲劳、耐臭氧性能,适于制造耐油等特殊要求的高压胶管。(5)丁腈橡胶/PVC:耐油、耐磨、耐臭氧性能优异,挤出性能好,易加工,适于制造耐磨、耐臭氧环境下使用的高压胶管外胶。(6)芳纶纤维:芳纶纤维具有超高强度、高模量和耐高温、耐酸碱、质量轻等优良性能,其强度是钢丝的 7倍 ,模 量 为 钢 丝或玻璃纤维的2~3倍,韧性是钢丝的2倍,质量仅为 钢 丝 的 1/5 左 右,在 450℃ 的 温 度 下,不 分解,不熔化,且具有良好的绝缘性和抗老化性能,很长的生命周期[2]。(7)扁钢丝:具有强 度 高、模量高、耐 高 温 曲 挠 性、承 压 性 能 好。尤 其 是 抗 扭转、弯曲变形性能好。使用扁钢丝制造的高压钢丝编织/缠绕胶管比使用高强度(超高强度)钢丝制造的胶管的脉冲性能要好得多。3 工艺方法上的新改进工艺方法主要表现为3方面:(1)软芯法内胶压出及包塑 硫 化;(2)铁 芯 法 内、外 胶 管 坯 成 型;(3)钢丝预成型。软芯法,内胶压出采用塑料或耐高温橡胶芯子,可有效解决铁芯压扁内胶层,造成内胶薄厚不匀的问题,另外产品外观光滑光亮,规格尺 寸 准 确,性 能 稳 定,长度也比硬芯法有所增大,它适用于生产直径为38mm 以下的大长度胶管[4];包塑硫化[5]采用挤出机在外胶层上包覆一层聚丙烯材料,可有效解决铅对人体的危害和环境污染。硬芯法内胶管坯挤出采用带芯挤出工艺方法,直接采用挤出机将内胶管坯包覆在铁芯上,代替传统的套管工艺方法,简化了工艺流程。外胶管坯成型采用缠绕外胶片与钢丝缠绕(编织)成型联动的工艺方法,类似于缠水包布,采用搭接宽度为胶片宽 度 的1/2,此种工艺方法可替代挤出机包外胶或手工包外胶片的方法,减少能耗,降低成本。钢丝缠绕成型采用机上预成型法代替机下预成型 法。机上预成型总体可分为塔轮预成型法、张力圈预成型法。塔轮预成型法通过更换不同直径的塔轮,使钢丝预成型后获得满足生产工艺要求的圈径。张力圈预成型法通过张力圈调整钢丝张力与前后预成型口型间的间距,使钢丝预成型后获得满足生产工艺要求的圈径和螺距。机上预成型方法可使钢丝预成型后获得均匀一致的圈径和螺距,从而提高增强层的耐压强度和脉冲性能。
联系人:朱先生
手机:13382237770
电话:0510-83585358
邮箱:162008558@qq.com
地址: 无锡市惠山区惠山大道9号金福隆高压胶管